山西晋丰煤化工有限公司于2004年成立,采用河北科技大学德隆公司的造成微机集成油压控制系统,两年来的应用情况总结如下。
1 可靠性高
造气车间的安全性至关重要,安全很大程度取决于油压控制装置的可靠性,若油压控制装置易出故障,就会造成全厂停车或减产,可靠性设计非常重要。经过多年的实践证明,油路的设计要保证造气系统安全运行,一次风阀和下行煤气阀联锁,即一次风没有关,下行煤气阀绝对不可打开。油压系统的前期安装工作十分重要,这要靠酸洗、安装、吹除、试漏、保压等环节的保证和液压件、液压设备质量的保证,投运后使其始终处于良好的状态,保证正常生产。
德隆公司的油缸与阀门支架采用法兰连接,避免了螺纹连接出现漏油而造成停车的事故。
大阀门的油缸带有上下缓冲机构,避免阀门起落的冲击力,减少了阀门的损坏率。
泵站系统采用全自动带油位检测控制系统,采用西门子S7-200PLC对泵站进行全自动控制,泵站的油位、压力实现报警联锁。
2 系统的配套性
2.1 油管路的配置
高压和低压总油管采用Ф76 mm×5 mm或Ф57mm×4mm的无缝钢管;高、低压总管到阀站采用Ф38.0mm×3.5 mm的钢管;高压总管到蓄能器采用Ф57mm×4mm的钢管;低压总管到蓄能器采用Ф32mm×3 mm的钢管;阀站到工艺阀油缸采用Ф32mm× 3 mm或Ф25 mm×3 mm的钢管,从而确保油路阻力较小。
2.2 阀站中换向阀的配置
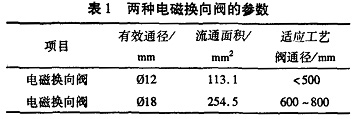
换向阀的功能是实现油路的换向和决定油量的大小,而工艺阀门动作的速度取决于压力和油的流量。在造气生产中,工艺阀门动作速度越快,越有利于生产。以1台Ф3 000mm造气炉为例,如果工艺阀门每个动作1次慢1 s,全年将给企业造成20万元的损失。如果油压一定,工艺阀门的动作速度就取决于油的流量。现在采用德隆公司15阀位换向阀站,内有两种电磁换向阀,共计有6个Ф18 mm和9个Ф12mm的电磁换向阀。吹风阀、上行煤气阀、下行煤气阀、煤气总阀、吹风气回收阀、放空阀采用Ф18mm电磁换向阀,其它采用Ф12mm电磁换向阀。油路系统电磁换向阀采用普通接法,阀门动作速度快。由于大阀门的油缸设有缓冲机构,减小了阀门的冲击力,保证系统正常运行。
两种电磁换向阀的参数见表1。
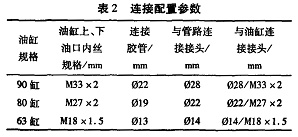
2.3 油缸、高压胶管、接头体的配置
油缸的缸径大小是由阀门动作所需力的大小决定的。同样,为了保证工艺阀门的动作速度,油缸胶管、接头之间的配置也需要合理(表2)。
大阀门所用的油缸采用上下缓冲结构,既保证油缸的动作速度,又保证开和关距到位30mm时速度迅速减小,使阀门使用寿命大大延长,减少因阀门受冲击频繁造成阀门损坏,而需经常修理造成停车减量。
3 系统规范性
规范通常指的是油压系统的模式要规范化,配置要基本化,各部分连接要标准化。全部油压设备应采用国标、部标产品,以保证备品备件的规范化。
4 可扩展性
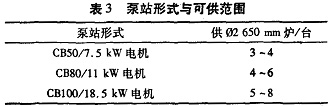
造气生产自动化程度越来越高,如采用自动加煤技术等,要求油压系统跟上发展的需要。公司采用大容量的泵站,其泵站形式和可供范围见表3。
综上所述,造气油压技术在煤造气生产中占有重要地位,一定要引起足够的重视。