|
1 ������
���ʳ��Ե����������������������������յ������Լ�֮���������ϲ�����еIJ������ؽ϶࣬ʹ�����ļ��������ܵ���Լ���������������ȫ�Զ�����������������Ҳ�ǿ��������ɼ������顣��
���ſ�ѧ������Ѹ�ͷ�չ����80������ڣ��ҹ��������Ƽ����õ��˳���ķ�չ�������ǵ�¡��˾Ϊ�������������Ŭ���Ѿ������������������εĸ��������Ƽ������ܽ��У������������ۺ��Ż����Ƽ�������������ú�����»�������¯����ѹ������¯������������ȡ���ʱ���Ż��ȿ��ƺ͵��ڣ�������һ�廯�Զ���ú���������ı��˹�ȥ���������Σ�������С���ʳ����ձ���ں������ֶ���ú�IJ������Ѽ�ú����������������������ϵͳ��ߣ�����ʵ���˼�ú��ȫ�Զ���������ѹϵͳ��������ȡ���˹��շ��Ź�ȥˮѹ����ѹ��������ʽ�����ҹ�˾��һ�����Ѿ��ﵽ��ʮ�����ƺ߶����ij̶ȡ����������������������п�ν����λһ�壬ȱһ���ɡ�����˵����������¯�ij�����һ����λ�ļ���������ʵ�����������豸���ú�������ѹϵͳ�豸���Զ���ú���豸�ȣ������п�����Ŀһ��ʵ�֣����п���ָ��һ�ε�λ������ʽ�ϣ�Ҳ��ʵ�������������ޱ��̻����ִ��������Ϳ��ơ���
��ô�����������������Ƽ��������Ƶij��ң�������Ϊ��Ӧ��������������λһ�弼����Ϊʵ��Ŀ�꣬���������������豸�����ס����������ÿ��Ƶ�ָ�겻��ʵ�֣���Щ�������������ˮƽ����������Ч������Ӱ�죬�Ӷ�Ӱ����ҵ�ľ���������Ӱ����ҵ������Ч�档
2 ���������ۺ��Ż����Ƽ�����
2.1 ���������ۺ��Ż����Ƽ������ܪ�
���������ۺ��Ż����Ƽ��������������о������¹��������Ʒ���Ĺ��ܣ���
�� ���������̿ؼ����շ��ŵķ�λ��⡢�����ͱ�������
�� �Զ���ú��̿��߶Ⱥͼ�̿�����ƣ���
�� ¯��ת�ٿ��ƣ���
�� ʱ���Ż����ƣ���
�� ���´���¯�����������ڣ���
�� �����ܹ�ѹ����ǰ�����������ڣ���
�� ����Զ����ڣ���
�� ˮ��������Һλ��PID���ڣ���
�� �������ѹϵͳ�Ĺ�������������������
2.1.1 �Զ���ú��̿��߶Ⱥͼ�̿�����ƪ�
���Ȳ��û���һ�廯�Զ���ú������Զ���ú���ƣ���������¯�����Զ���ú����ÿ��ѭ����úһ�Σ��Ҿ��ȷֲ���¯���ڣ�������ú�ڴ������Ԥ�ȹ��̣����Ծͼ�ú��˵��¯��Ӱ���С����������ϣ����ǰ�̿�����ʵ�߶�ֱ�ӷ���������ϵͳ�У�ͬʱ���¯���¶ȣ�¯�ס�¯��ѹ�������������Զ�����ÿһ��ѭ���ĸ�úʱ�䣬�ﵽ�ȶ�̿���Ŀ�ġ�����ú�ֺ��������״̬��Ҫ��̿��߶��ǿ��˹��趨�ġ���
2.1.2 �Զ��»Ҽ�¯��ת�ٺ��»������ƪ�
�Զ������»ҷ��Ŷ�����ʵ�ֲ�ͣ¯�»ҡ��������ⶨ�ķ����ʶ��϶���ϵ����¯���¶ȡ�¯���¶Ⱥ����������Զ�����¯��ת�٣����������»�������
2.1.3 ʱ���Ż����ƪ�
�ۺ�¯���������¶ȣ��������¶ȣ�¯���¶ȣ�¯�ס�¯��ѹ���Ȳ�������¯��������������һ��Ԥ���趨�ķ�Χ�ڣ�����ģ���Ȳ�����ģ�����ƶԲ߱��������Զ��Դ��硢���´�ʱ������Ż����ƣ�ʹú��¯���������ŵĹ����£��Դﵽ�������ĵ�Ŀ�ġ���
2.1.4 ���´���¯�����������ڪ�
�����ۺ�¯���������¶ȣ��ϡ������¶ȣ�¯���¶ȼ�¯�ס�¯��ѹ���Ȳ�������¯��������������¯������Ԥ��ֵʱ�������ȶ��������ƣ���������������������¯������Ԥ��ֵʱ�������������õݼ����ơ���ͼ1��ʾ��
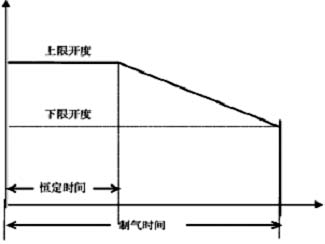 ͼ1 ��¯������������ʾ��ͼ
2.1.5 �����ܹ�ѹ����ǰ�����������ڪ�
�����ܹ�ѹ���IJ�����Ҫԭ������������ı仯�������������������ϴ����´�ʱ����������˲���ʹ����ѹ���轵�����ϴ����´�����ʱ����������˲��رգ�ʹ����ѹ����������ͳ�ĵ��ڷ�����Ӧ���������ı�����������ѹ�����������ܴ��������Dz���ѹ��ǰ�����������ڵķ�������֤�������ܹ�ѹ���������ĸ��ζ��ܹ��ȶ���ʼ���ڹ���Ҫ��ֵ�ڡ���ͼ2��ʾ��
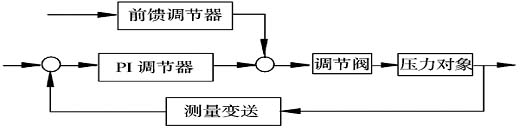 ͼ2 ����ѹ���ڿ�ͼ
2.1.6 ����Զ����ڪ�
���ݺϳɰ������������գ��ϳɰ���ȵĿ��ƣ����ز���Ϊ�ϳɹ��κϳ�����H2��N2�ı��������Ʋ���Ϊ������������¯����ĵ���������ʵ������������¯������ǿ�Ⱥ�����Ϊ��,���������̼���ĵ�������Ϊ�����Զ��䵪ϵͳ������������ص��ǵ���ͨ��������������H2/N2ֵҪ�������������任��ѹ���������ͺϳɵȹ��κ��ںϳ��������ʾ���������,H2/N2�ĵ�����һ�ֶ�����ĸ��ӵ���ϵͳ������֮��ĺ�����ϵû�й̶�����ѧģ�ͺͷ�������,���ֳ�����������һ���ڶ��������������������ԣ���
��1�����ͺ�ʱ�䳤����
��2���������ضࣻ��
��3��ϵͳ�Ļ�������ǿ����
���ݺϳɰ��������̻�ѧ��Ӧԭ�����ϳ�������͵�����3��1�ı��������Ļ������������ӵģ���Ҫϵͳά��ƽ�⣬��Ҫ��ϳ����������������H2��N2��3��1�ı��������䡣������H2/N2����3���ںϳ����ڽ�����H2�Ļ��ۣ�ϵͳ���ﵽ�µ�ƽ�⡣��H2/N2С��3ʱ�������N2�Ļ��ۡ�������H2�Ļ��ۻ���N2�Ļ��۶�����ɺϳ�ϵͳѹ�����ߣ��ϳ����½��������������ӣ�����ʱ����ɴ����˷ѡ���
���Ʒ����������ʵ�֪�
�������Ϸ������������ָ������ظ��ӡ����ͺ��Ҳ������Ժ��ԵĿ��ƶ���������֪�����ض������ѧģ�ͣ�����Ƶ�ʷ���״̬�ռ䷨Ҳ���ܽ�����⣬���Ǵ��Ƴ��棬����ģ����������������Ӧ���Ƶ�˼�뷽����Ӧ�����������ۣ�ʹ��ȿ��Ʒ���������ѧϰ������֯���Է��������жϡ�����Ӧ������������������̶�̬�仯�������ʱ�������ƹ��ɣ���ͬ������벻ͬ���������ƫ���ò�ͬ�Ŀ����ֶδﵽ�ȶ�H2/N2��Ŀ�ġ���ͼ3��ʾ����
2.1.7 ˮ��������Һλ��PID���ڪ�
������˵�ļ���Һλ�����˶�֪������ȫ�����dz���Ҫ����Ϊ�������Һλ���ܱ�֤��¯�ھ��Ұͣ����ؾ�Ҫ���ͣ¯��ֱ��Ӱ����������һ���ƹ��ܱ�֤������Һλ���ȶ���������֤������������
2.1.8 �������ѹϵͳ�Ĺ�����������������
��һ�����DZ�֤��ѹ����ѹ�����ȶ�����״̬,��֤������������
��֮�����������Ǹ�ϵͳ���̣�ֻ��ϵͳ�ĸ�������֮��ﵽЭ�����ȶ������ܷ��ӳ����Ч�ܡ����ǵ����������ۺ��Ż����Ƽ��������ۺ������¶ȡ��������¶ȣ�¯���¶ȣ�¯�ס�¯��ѹ���Ȳ�������¯������������ͬʱ�ڵõ�����ѹ���ȶ���ʵ�ʲ��̿��߶ȣ������ʣ��Լ���ѹ����ѹ�ȶ������ס�����Һλ�ȶ�����¶�ʵ�ֵ��ۺ��Ż�������ֲ����š��ֲ�Ѱ�����ű��ʵ��������������������ļ�����չ���ƣ���ʵ��ȫ�Զ������������ļ��ô�ʩ��
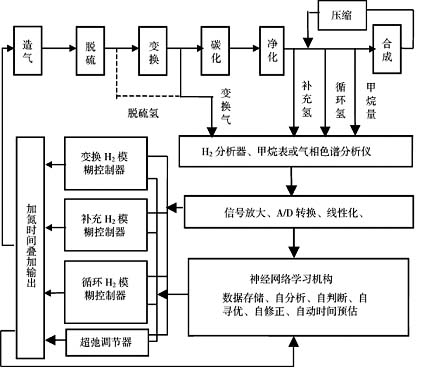 ͼ3 ����ϵͳͼ
2.2 ���������ۺ��Ż�����ϵͳװ�ý��ܪ�
2.2.1 ϵͳ��ɼ��ص㪥
�ֲ�ʽ�ṹ����CPU����������ģ�飬���շ�ɢ���ɿ��Ըߣ�ά�����㡣��
�ṹ�������Ժá�ͨ��PROFIBUS���߰Ѹ�����վ������һ�𡣪�
Ͷ�ʽ��٣�����ǿ���������㡣��
2.2.2 ����ϵͳ����˵����
��1��ÿ��̨¯�������2������վ�����ɰ�̨¯������������վ������վ֮����ϲ�������Ϊ�ȱ�����
��2���ڲ���վ������̬����������̬��
�� ������ʾ(����ͼ ��״ͼ)��
�� ͨ��PROFIBUS������վ���ֳ����������в���������
�� ��ʾ��������ʷ����,ʵʱ����ͼ��
�� �������ı�����ӡ��
�� ���������趨���������ú���ʾ��
�� ʵ���ޱ��̻����ڲ���վ�Ͽɶ�ú��¯���и��ֲ�����
��3������ϵͳ�ֳ�����վ��
�� �ڹ���ϵͳ�ֳ�����վ��ʵ����ȵĿ��ƣ��������ֵ�Ĵ�С,�ɶ�ÿ̨¯�ļӵ������ϼӵ�ʱ�䡢�¼ӵ�ʱ�䡢�����ʱ�䣩�����ֶ����Զ����ơ���
�� �����ܹ�ѹ����ǰ�����������ںͱ�����������
�� �Թ���ϵͳ��������������ʾ����¼����������
�� �������ѹϵͳ�Ĺ������Լ�������������
��4��ú��¯�ֳ�����վ��
ÿ̨¯��һ���ֳ�����վ������վ�������¹��ܡ���
�� 2·PID�����ס�����ҺλPID����
�� ���´���¯�����������ڪ�
�� ¯�̵����Զ����ڪ�
�� ʱ���Ż����ƪ�
�� ̿����Զ��������Զ���̿��̿��߶ȿ��ƪ�
�� �̿�����
��1�������շ��ŵ������ƪ�
��2�������շ��ŵļ��,������������
��3���κνεİ�ȫ������
��4���ӵ�������
��5����ǿ�дſշ��ſժ�
��6��ǿ�л��ղ�����
��7��ȫ�ϴ�������
��8����ȫͣ����
��9������ͣ����
��10������ʱ����ͣ����
��11������
��12�������Զ��ŶӪ�
��13���ƶ�����
��14�������ŵĵ���������
��15���Զ����ֶ����л���
3 ����һ�廯�Զ���ú������
3.1 ����һ�廯�Զ���ú�������ܪ�
�ҹ�˾�����깥�أ��Ѿ����Ƴ��ʺϦ�2260mm����2400mm����2650mmú������¯�Ļ���һ�廯�Զ���ú����װ�á��Ѿ��ڲ�ͬú�֡���ͬ¯�͡���ͬ�����ṹ����ͬ��Ʒ�Ķ�Һϳɰ���Ӧ�ã��е���Ӧ���������ϡ����ڿ�����ȫ��Ӧ�ó�����һ����óɹ�����һ��ȡ�ÿɹ۵ľ���Ч�棬����Ϊ��������ѡ������Ŀ��Ϊ�ˣ��й����ʹ�ҵЭ��С���ʼ���������1999��7�����ػʵ����ٿ��ˡ���������һ�廯�Զ���ú����װ�á������ֳ������ᣬ������Ϊ������һ�廯�Զ���úװ����С���ʳ�ʵ��Ӧ�ñ�������¯���������10%��15�����ְ�ú���½�10�����ң�����Ͷ�ʻ��������������ҡ���һ��Ͷ���٣���Ч�죬���췽�㣬ʹ�ÿɿ��ļ�úװ�ã�������С������ҵ���ƹ�Ӧ�á�1999��7���ҹ�˾�ġ�����һ�廯�Զ���ú����װ�á��ֱ��й������������Э����Ϊ�������̽����ѡ�ö����Ʒ��ͬʱ��Ҳ���й����ʹ�ҵЭ����С������ҵ�ƹ��ʮ����¼����е�һ������
3.1.1��������һ�廯�Զ���ú���Ƽ�������Ч��ɹ۪�
���á�����һ�廯�Զ���ú���Ƽ������пɹ۵ľ���Ч�棬��Ҫ�����������ĵ㡣��
��ÿ��ɼ������˹���ú��ɵĵ�¯ͣ¯ʱ��ԼΪ60min����
�ڿ�ʹ����������ÿ��ѭ�����ٴ���ʱ��Լ3s������ܽ�ú�������Ӳ���������
�۱��˹���ú������б�¾���δ���Ȳ���¯������Ϊֱ�����¶����ߡ���
�˹���úÿ�ζ�Ҫ��¯�Ǵ���ʧ��������������ͬʱ���������̿��Լ1200kg�������ѹס��ʹ¯�¼����½�������������¶Ⱥ�����¶Ȳ����ɴ�200�����ң���ͽ�¯��30min���˹���ú����������Ч����Ϊ�����Σ�A��¯�Σ�B�����Σ�C˥��Ρ�ʹ¯�ӵ���������Ч����͡���
���û���һ�廯�Զ���ú����װ�úļ���ÿ��1200kg��úΪÿ��ѭ���´��μ�ú75kg���ң�¯�²�����С�����������¶������Ͽɿ���ֻ����10��40�档��
����ʹ¯���ĺ�̼��������½�����
�˹���úÿ��1200kg���ң�����һ�廯�Զ���ú���˹����д�����úΪÿ��ѭ���´���������ú��ÿ��Լ75kg���ң����ʹúȼ�յø���֣������IJ�̼������Ƚ��͡����磬����ʡ�ǻ��ɷ�����˾�ϻ���һ�廯�Զ���ú���Ƽ���ǰ��������Ϊ16����17�����Ϻ��ʽ�Ϊ9�����ҡ���
�ҹ�˾�����Ļ���һ�廯�Զ���ú����װ��������ǿ����Ҫ�����������ĸ����档��
�����������ṹ�������ƣ�ֻҪ�����������¯�ڴ�ֱ������3.7m���κ�����������ɣ����ڻ�û�м������ڴ˾�����������䣩����
��ú�ֲ����κ����ƣ��й�����֮�ϳɰ�����ú�ö��ֶ�����������ú���������Ծ��ܵ�����ս��ú��˵����ú�����ȶ��ԣ����ܹ���Ҫ��ֱ����75mm����Ϊ�ˣ����еij�����С��ú�����еij���ú������200mm���Ͼ���¯���ҹ�˾��ʵ�ʿ��죬��ȡ�����ѵ����������ͬ�ͺŵļ�ú������Ӧ��ͬú�֡���ͬ���ȵĿ�ú����ͬ���ȵĽ�̿��Ҳ����˵�ɸ���ú�ּ����ȴ�С���������Ӧ�ͺŵļ�ú����Ŀǰ���ҹ�˾����Ӧú�������ļ�ú��������Ӧú���ú����յļ�ú��������ӦС����ú�����ļ�ú��������Ӧ�ϴ����ȿ�ú�ļ�ú��������Ӧ����̿�ļ�ú������
��¯�����Ͳ������ƣ��Ӧ�2260mmһֱ����3600mmú������¯���ҹ�˾���������Զ���úװ�á���
�ܹ�������������Ҫ�������ƣ����ڼ�ú���������ܷ�ṹ��ʹ¯�ӵ��κι����������ܷ�״̬�����Լ�ú�������¯�����������κθ���������Ҫ����������¯������������Ӧ�κι���Ҫ�������Ӳ����������һ�廯�Զ���ú����װ�þ��ǽ��Զ���ú���ĸ�����������������ѭ�������У�ʹ¯�ӵļ�ú�����������γ�һ�����壬ʹ¯�������á����Ż�ѡ��IJ��������У��ڳ�¯�ӵ�DZ������
3.1.3���������ɿ���ǿ��
�������Ӧ�ó��ҵ�ʵ������������һ�廯�Զ���ú����װ���ܷ����ܺá����пɿ����ܹ����������������Ķ��������³������У����ܴ�����ԭ���Ҫ��
3.2��������һ�廯�Զ���ú����װ�ý��ܪ�
������������ɣ�һ�����ǿ�������һ�����Ǽ�ú������
Ϊ�Զ���ú����ʹ�õij�����ƻ����˾���һ�������¯������ƹ����⣬���������������ϵͳ���к����ɿ��Ŀ��ƣ�����ƹ��̱����������ij�������л��ؽ����һ�𣬴ﵽ����״̬����
�����Զ���ú�����������������е�������ľ��飬��ѭ�������ɣ�˳Ӧ������չ���ƶ������������¼�����Ʒ����ṹȡ�ڼ�֮������ͼ4��ʾ�������������²��֣���
�ٲ��������������ף���
��Բ�̷���Բ�̷��ף���
�۸���������巧ʽ�����������������ף���
���ϲ֣��е����ϲ�һ��Ϊˮ��ṹ��С�����ɲ��øְ�ṹ������
���ϲ��ֵ�������ԭ������ѹϵͳ��������
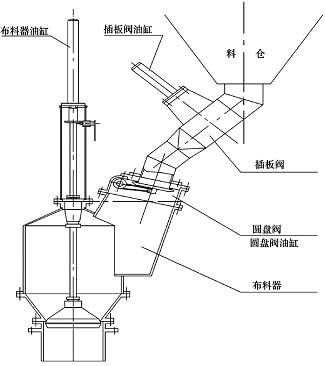 ͼ4�����ӽ���ʾ��ͼ
��������ʱ��ÿ������ѭ�����еij���120sһ��ѭ�����еij���150sһ��ѭ������һ��ú��Բ�̷��벼����ʼ����һ��Ϊ�رգ���¯�����κνζ����ܷ�״̬�����Ҳ���������ʱ��ɵ���Բ�̷��Ķ�����ȫ����Ϸ�����Э�������Ҹ���ʱ��ɵ����ɾ�ȷ��0.1s����
�ҹ�˾�����Ļ���һ�廯�Զ���ú����װ�ò��Ϸ�ʽ��ѡ��������ʽ����������С���ɸ���¯�Ŵ�С��ȷ������
4�� ��ѹϵ��
��ѹ����������һֱ�õ���ʳ���ú���������ӡ�ͨ��Ӧ�ó��ҵľ����ܽ���ҹ�˾����һ�����ϵIJ��Ͽ�����������ѹ����һֱ��ɿ������ס����ơ��淶ͨ�á����п���չ��������õķ���չ����
4.2.1�����ɿ���
ָ�����������Ӧ�ú�����Ӧ���Ǻ�С�ģ���Ҫ���ֹܵ���ϴ����װ����������©����ѹ�Ȼ��ڵı�֤��Һѹ����Һѹ�豸�����ı�֤��Ͷ�˺�ʹ��ʼ�մ������õ�״̬����֤�������������ͻ�������ͷ�����⣬��ʹ�еij����ְ���ѹ�Ļ�ˮѹ�������������������ҵ�������Ͽ塣��
4.2.2�������ת�
4.2.2.1 ��·�����ê�
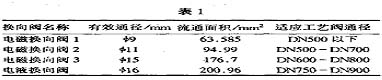
�ߡ���ѹ�ܹ�����æ�57��3.5mm�ĸֹܣ��ߡ���ѹ�ܹܵ���վ����æ�38��3mm�ĸֹܣ���ѹ�ܹܵ�����������æ�57��3.5mm�ĸֹܣ���ѹ�ܹܵ�����������æ�25��2.5��3mm�ĸֹܣ���վ�����շ�������æ�25��2.5��3mm�ĸֹܡ���
4.2.2.2������վ�л������ê�
�������������ܣ�һ������·�Ļ�����һ���Ǿ����������Ĵ�С�������շ��Ŷ����ٶ�һ����ȡ����ѹ������һ����ȡ�����͵������������������У����շ��Ŷ����ٶ�Խ�죬Խ��������������һ̨��3m����¯Ϊ����������շ���ÿ����һ����һ���ӵĻ���ȫ�꽫����ҵ��ɶ�ʮ��Ԫ����ʧ���ɼ������շ��Ŷ����ٶȺ���Ҫ�������ѹһ�������ٶȾ�ȡ�����͵������ˡ�Ŀǰ�г��������ֻ������ֻ����������1��
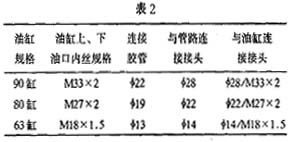
 4.2.2.3�����ס���ѹ���ܡ���ͷ������ê�
Ϊ�˱�֤���շ��ŵĶ����ٶȣ����ܡ���ͷ֮�������Ҳ��Ҫ�����ԣ����2��
 4.2.3�������ƪ�
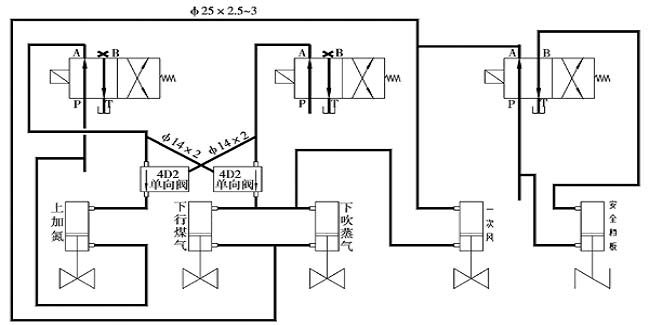
4.2.3.1���������ƪ�
���������İ�ȫ�ܴ�̶����ǿ���ѹ���������ϵġ����磬��ѹ����������ͼ5��������������ƾ��ܱ����������ij��֣���֤����ϵͳ�İ�ȫ�����磬���շ��ſ����ٶȿ���������������ȴ�������ѹϵͳ�Ӵ��շ������������⡣Ϊ�˽��������⣬�����õ����ڲ�Ҫ������ṹ���ⶼ�Ǽ������Ʒ���֮�ڵġ���
4.2.3.2�����豸���ƪ�
�����ѹϵͳ�ǰ�������Ҫ�������豸��������ⲻ���ԡ��������û��Լ����˽ⲻ�����룬�ṩ��ѹ�豸�ĵ�λ�ֲ������Ρ����磬һ�����ʳ���ѹϵͳ������̫�ߣ���������ȴˮ��ȴ��ʱ��ȴ���ֱ�վ������û����ȴ�̹ܡ����������ͱ�վû��жѹ����������û�г䵪���ߣ���ѹ��û�м���װ�õȣ���Щ��������֮�С�
4.2.4�����淶ͨ�ê�
ָ������ѹϵͳ��ģʽҪ�淶��������Ҫ������������������Ҫ������ȫ����ѹ�豸Ӧ���ù��ꡢ�����Ʒ���Ա�֤ͨ���ԡ���Щ��֤�ˣ�Ҳ��������ҵ�ڱ�Ʒ�����ϵĺ��֮�ǡ�
4.2.5��������չ�Ԫ�
��������Խ��Խ����ȫ�Զ���������������չ�����磬ԭ���ֶ���ú�������Զ���ú��ԭ�����ֶ��»����ڿ����Զ��»ҡ���Щ��Ҫ����ѹϵͳ���Ϸ�չ����Ҫ��Ҳ����˵��ѹϵͳ����Դ����Ҫ���䷽������վϵͳ�ɲ��ÿ�һ��һ��������һ��������һģʽ��Ҳ�ɲ��ô������ı�վ�����վ��ʽ�Ϳɹ���Χ����3����
��վ�ķ�λ�ɸ�����Ҫ��ȷ����Ŀǰ�ķ�վ��ʽ������¯�����4��
 ͼ5������·����ͼ
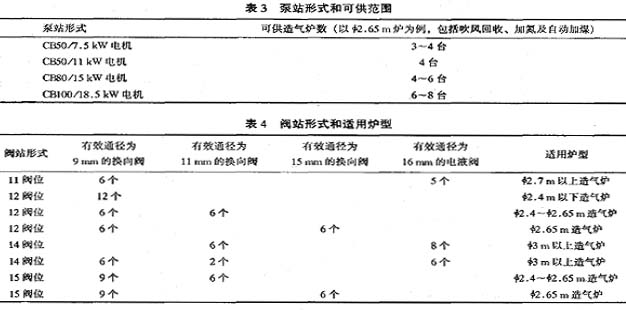 �����Ը����û���Ҫȷ����վ�ķ�λ�Ͳ�ͬ���Ļ�����������
��֮����Щװ����������չ���Ա�֤��������Ҫ��Ҳ����˵�����������ֹ���շ��ţ����ض����ٶȶ�Ӧ��3s����
����������������ѹ������ú����������ռ����Ҫ��λ��һ��Ҫ�����㹻�����ӡ���ԭ��ϵͳ���첻�㣬ϵͳ�����ij���һ��Ҫ�����¾��ģ�����̭����̭���øĽ��ĸĽ���ȥ�������ӵĵط���ʹ������ѹϵͳ�����ﵽ���롢�ɿ��ij̶ȡ���
5�� ������λһ�弼���ƹ�Ӧ�������ǰ��չ��
5.1������λһ�弼��Ӧ������ܽ᪥
Ŀǰ���ж�ʮ����е����ͽ����ټ�С���������ҹ�˾��������ѹϵͳ����������һ�廯�Զ���ú������ȫ�������е�������Ҳ����ʮ�����ҵ���ã����������е���λһ�弼���ѱ������żҸ��л��ʳ������˻��ʳ�����ɽ���ʳ���ɽ�����ǵ�һ���ʳ������ǵڶ����ʳ���ɽ���켹����һ���������ڹ��̣������������ʳ������仯�ʳ���פ���꿥����˾��Ϣ�ػ��ʳ���ɽ���ٹ⻯�ʳ��ȵ�����ҵӦ�á����żҸ��л��ʳ�Ϊ�����ó�����2000��11�¾���Ͷ�˳ɹ����ﵽ���ˮƽ���ó��Բ����������������ʹ�ÿ���̨��2.4m����¯�����ղ��ϳɰ�180t������190t���ϡ�ͬʱ������������ʵ�����ޱ��̻�������ȷʵ�������ִ������ơ����żҸۻ��ʳ��ɹ����������������ȫ�����ϰټҵ�����ҵǰ�����죬������������˳�ֵĿ϶���Ҫ������һ�����ĺ����ܸߡ�����ɽ�����Ƕ���������һ��������ʾ�������Զ������������ƣ�����˲�����Ա�ļ���ˮƽ��ǿ���˹������ɱ����㣬����Ťת�������������棬ʹ�ÿ���2.6m¯��С��ú����¯�������ɹ�5.5��6������¯���������������͡��������к���������������ɽ���������ţ����ϵ��ǻ��ʳ�����ԭ������˾��34̨����¯�����ӱ�����������˾�Ȳ�������������е����ڰ�װͶ�ˡ����ڿ���������������һ�����ij��һ��Ǿ������û�ϵij��ң�����Ϊ������������λһ�弼��ȷʵ������������ѡ�ļ�����Ŀ��
5.2����ʹ��ǰ��չ����
5.2.1�����ɹ��ļ�����ʹӦ����ҵ���Ī�
�����ϸ�����80���ĩ�ҹ�˾�ͳɹ������ƹ�����������ѹ���Ƽ��������ϸ�����90������ҹ�˾��������������ѹ������¯�����������Ƽ����ڹ�ʳ��õ��㷺��Ӧ�ã�������90����������dzɹ��ذ�������ȿ��Ƽ��������˹�ʳ���1998�������ֳɹ����ƹ��˻���һ�廯�Զ���ú���Ƽ��������������ۺ��Ż����Ƽ������ҹ�˾������������������Ƽ����õ��ɹ��ƹ��������ɹ��ģ�������������������λһ�弼���������Բ����ڲ����죬���ɿ������Ƚ������⣬���ԣ������ҵ���ܷ��IJ��á���
5.2.2��һ����λ�ļ���������������Ŀ����ѡ��
�������������ڲ������ؽ϶࣬��������ָ���ʵ��һֱ�����������Ƽ���������λ�о��Ŀ��⣬���ż����Ľ������������Ƽ���Ҳ�ڲ��Ϸ�չ����ߣ�ʹ������ҵ�ܹ���Ŀ�ĵ�ѡ��������ؼ�������ȫ�����ٶ�ҵ�����ҵ��������������Ƽ�����������5��
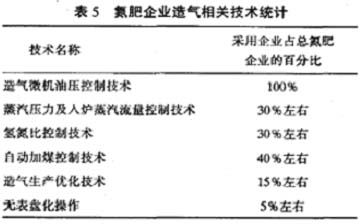 ͳ�Ʊ�������Щ�������Ƽ���ȫ�����õ���ҵ���࣬û���õ���ҵ���Dz����ϣ����������ʽ����⣬�������������Լ���Щ���������ij������⣬�֮��Ľӿڣ���������ȵȡ�
�����ڣ��ҹ�˾��������������λһ�弼������������������Ƽ������ɹ��ƹ�Ļ����ϣ��ۺ�ʵ�����������Ĺ������ۺ�ʵ�������ұ�����������Ƽ�����ȫ��ʵ���ޱ��̻����������ԣ�����������Ŀѡ������������λһ�弼����ʡ�ÿ���������ѹ�����ٿ�����ȿ��Ƽ������ٿ����Զ���ú�����ȵȣ����Ҳ���Ҫ���в�����ʾ�Ķ����DZ��ʽ�Ͷ�룬��νһ����λ����Ͷ���Ͻ���������λһ�弼���Ͳ��÷���ʽר��װ�û���һ��������λһ�弼���������ִ�����ģʽ���ִ�����ˮƽ����
������ȫ�Զ����������������л��ʳ������������������Ѿõ�Ը����ȫ�������ο��Ƶļ������������ȥҲ������������ʵ�֣�ȫ�����������ϵͳ��ȥҲ���������������롣�Դ����������ۺ��Ż����Ƽ������������γɹ��ƹ�Ӧ����������ʵ����������ȫ�Զ���������������ʹ��ȥ����ʵ�ֵ�ȫ��������ȫ���ļ��������ϵͳ����ʵ�֡���
������Ϊ�������Ƽ���������λ�е���ο����Ҳ�����Ƕ������ܶ���Ŀ�꣬��������ʵ���ˣ�����ʽ����ʵ�����ִ������ƣ��Ӽ������������������������εĿ��Ƽ�������Ҳ�����������Ƽ����ķ�չ���ڣ���Ӧ��������������λһ��ļ����Ƿ��ϼ�����չ���Ƶģ����������ҹ���Ъʽú��������Ҫ�� |



